
Siegfried Rauch was a senior design engineer with Auto-Union before the Second World War. After the division of Germany he remained in Saxony, where he rose to a high position in the transport ministry responsible for reorganizing the East German motoring industry. In September 1953 he published this overview of the the challenges facing the industry and the steps being taken to address these matters. The original article can be found here: https://gdrfahrzeuge.blogspot.com/2023/06/1953-kraftfahrzeug-technik-volume-9.html
This is my English translation.
Siegfried Rauch would write a history of DKW and the East German motoring industry in retirement. https://www.amazon.com/DKW-Complete-History-World-Marque/dp/0764348019/ref=sr_1_2?dchild=1&keywords=siegfried+rauch&qid=1607752547&sr=8-2
1. Review
Before going into the actual subject, it is necessary to briefly shed light on the situation which we faced when setting about rebuilding a state-owned vehicle industry after the end of the war. The difficult situation at the time explains some things for those who are aware that often give rise to harsh criticism of the previous development work in the state-owned vehicle industry, especially to outsiders who are not or only insufficiently familiar with the situation. The difficulties of the time which development and production engineers often found themselves is often overlooked. The continuous development of our economy will gradually eliminate the resulting deficiencies, which are undoubtedly still many today.
1.1 Situation after 1945
Almost all plants in the motor vehicle industry in the former Soviet occupation zone were no longer capable of production due to the direct effects of the war or the inevitable consequences of the war. The only exception was the former BMW plant in Eisenach, which was able to restart production relatively quickly under Soviet management.

After a series of interim solutions with regard to their administrative organization, the remaining vehicle plants were combined in the VEB IFA. In addition to a whole series of smaller accessory and feeder companies, these were primarily the Horch and Audi plants in Zwickau, the engine plant in what was then Chemnitz and the DKW plant in Zschopau. The Phanomen truck plant in Zittau and Framo in Hainichen were also added to VEB. It was not until many years later that the Werfur factory, the current motor vehicle factory "Ernst Grube", Werdau, was completely converted to motor vehicle construction and incorporated into the series of IFA companies, which are now directly subordinate to the Ministry of Transport and Agricultural Machinery.
Each of these companies was keen to return to motor vehicle manufacture again and attempted to continue or build their prewar types. This was particularly true for the Audi plant in relation to the small, tried and tested ten thousand times IFA F 8 front-wheel drive vehicle, Phanomen with its 1.5 ton truck with air-cooled four-cylinder engine, Framo with the light 0.75 ton truck with its own twin-piston two-stroke engine and last but not least, the DKW plant with the world-famous RT 125 motorcycle.
Since there were hardly any drawings and equipment left for the production of these types, the opportunity was a good one to make improvements due to the changed situation. All companies made good use of this. With painstaking detailed work and the exemplary commitment of every employee, the plants were able to resume production in a very short time. After a short start-up period, it was possible to improve the quality of the new vehicles in such a way that a considerable part of the production could be made available for export to improve the foreign exchange situation.

The engine factory in today's Karl-Marx-Stadt, after an initial limited production run of spare parts, began construction of the F 8 engines and transmissions for the car production in Zwickau, as well as with manufacturing stationary two-stroke engines of the former DKW program. Very soon the preparations for the production of the F 9 car followed, which had been developed earlier, but of which neither drawings nor other documents, apart from the wrecks of some test cars, were available.

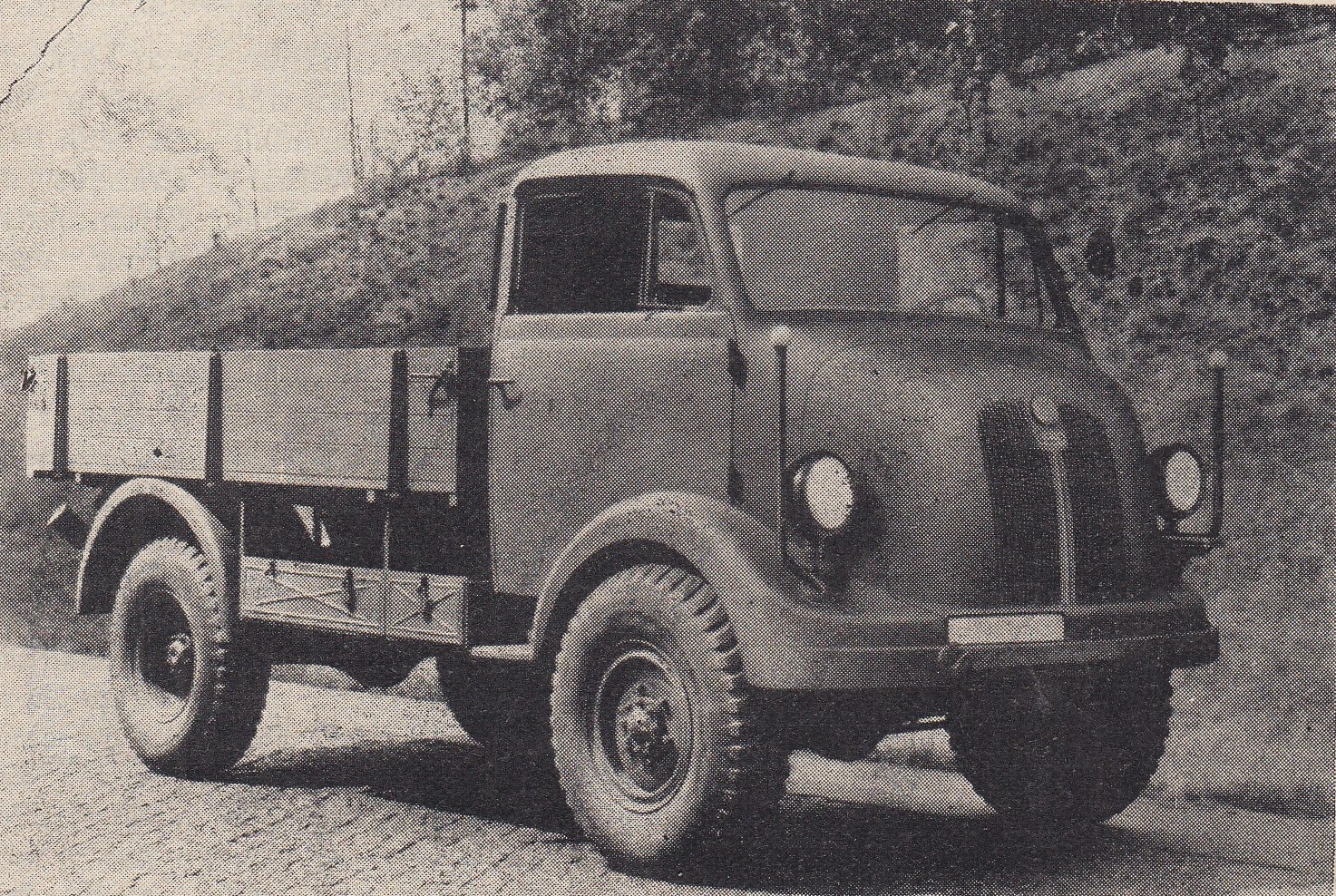
The situation at the Horch plant was also difficult. It would have been absurd to resume production of large luxury cars here. The experts in Zwickau soon recognized the need to prepare for the construction of trucks, which were just as urgently needed for local transport as for the agriculture and construction industry. In order to meet the most urgent requirements, it was determined a truck with a load capacity of 3 ton was required and a suitable structure was designed. As an interim solution to meet immediate needs, it was possible to fall back on the engines, axles and drives that were still available from earlier productions, which resulted in the type H 3 with the 100 hp Maybach gasoline engine. Despite its makeshift production the H 3 proved itself quite well and can still be found in the streets of the republic today.
2. Reorganization in automotive engineering
After this beginning it was imperative to draw up a long-term plan. Above all, it was necessary to limit the number of types, which meant that a selection of the best types for performance and the avoidance of duplicated production. Replanning the entire field of motor vehicle construction was relatively easy to do because truck production had to be completely redrawn, and in car production the restarted types F 8, F 9 and BMW 340 already had a certain typification. This could not be said about motorcycle construction.

2.1 Future development
The necessary rationalization of development and production means that the F8 car will disappear from the program so that the number of F9 cars can be increased and the sales price can be reduced. The Eisenach type 340 has already been discontinued in series production and will give way to a new type that has a more powerful engine with an output of approx. 70 hp. In addition to domestic needs, both types will have to satisfy the considerable export interest in vehicles of this size class. However, it remains to be seen whether these two types will be continued in the long term.
Changes will be necessary in truck construction, as it is intended to only introduce the following truck types in the future:

Pick-up truck - 0.75 tons
Light truck - 2 tons
Heavy trucks - 3.5, 6.5, and 8 tons

The truck assemblies are also to be used as far as possible for the construction of buses. If you disregard the eight-seater small bus on an L 1 chassis (with F 9 engine), which was shown at the last trade fair in Leipzig, a special chassis for the H 3 A with an extended wheelbase and lower frame was used for the H 3 B bus. In the case of the larger types of buses, however, truck frame construction is no longer acceptable in view of the resulting high total weight of the vehicle, which is why efforts are being made to design these vehicles with a self-supporting structure. The other main components, i.e., engine, gearbox, axles, steering, brakes, etc. should be interchangeable with the respective truck types and changes should only be made where the special requirements of bus operation make them appear necessary.

The planning for the future includes the following types of buses:
1. Small bus with 8 seats for local traffic;
2. Local bus with 18 seats;
3. Tourist bus with 24 seats or 33 seats for local transport;
4. City bus with 52 seats or 48 seats for intercity travel;
5. Three-axle bus, which is equipped with 75 seats for city traffic and 65 seats for tourist traffic.
In this context, trailer planning is likely to be of interest. Trailers which provide for payloads of 3, 5, 8, 12 and 16 tons, both for the larger buses and for the trucks from 3 tons. In the latter case trailers with hydraulic or manually operated tipping systems are required.

When building the trailer, it should also be taken into account that as many parts as possible, for example wheels, tires, roller bearings, etc. are standardized with that of the towing vehicle, so that the spare parts inventory for the entire train is simplified.
Of course, for special cases, e.g., for the purposes of agriculture or construction, special constructions that cannot be covered in the range of types shown, will be unavoidable. Due to such special requirements, a 5-ton truck designed as a three-axle vehicle has already been developed for heavy construction roles. Special designs also already exist in trailer construction. However, a very strict standard must be applied when deciding whether such special requirements are justified. When considering the overriding necessity of the most efficient production, it must be carefully examined to what extent a vehicle of the type series can be used before a special design is approached.

The existing H Types (formerly Horch) now building in series will of course have to be integrated into the series.
2.2 Rationalization of Production
When carrying out this program, it must be taken into account that the State’s production capacities are not exceedingly large in relation to the extensive range of types currently available, and that investment funds are limited given the extensive issues to be resolved across the entire economy. These facts force the greatest possible regulation of production effort and lead to extensive use of the modular principle to resuse common components for as many purposes as possible. This is particularly decisive for the development of engines, transmissions and axles, because these require the greatest amount of manufacturing effort and capital. But the same approach applies to other components of the motor vehicle, such as body parts, wheels, tires, instruments, etc. The diesel engines of the light series are for example built with 2, 3, 4 and 6 cylinders (1.5 cm3 displacement and 15 HP per cylinder), for which all important wearing parts and a large number of other components are either completely identical or can at least be produced on the same machines. The same applies to the heavy diesel series running in parallel with 3.18 dm 8 and 37.5 HP per cylinder. With these two series of modules, the entire need for vehicle diesel engines between 30 and 225 hp can be satisfied with relatively little effort.
The same procedure is used for the other units, such as transmissions, axles, steering and brakes. So the same axles, steering wheels and brakes are used for trucks as well as for road tractors, semi-trailers, omnibuses and trolleybuses.

In the manufacture of passenger cars and motorcycles, this fundamental trend will also apply for future developments.
3. Construction and use of materials
So far only the technical planning has been considered. The problems that occupy the designer are no less important and numerous. The current material situation, the bottlenecks in cast steel, light metal and rolling mill products make vehicle and engine designers face the task of finding suitable materials an almost daily task. This not only requires precise knowledge of the available grades, but above all the greatest care in determining the stress and designing each individual part in accordance with the material.
These supply difficulties require increased research work in the field of metallurgy and welding technology, which must be carried out in close cooperation with the responsible institutes and vehicle manufacturers to, for instance, ensure reliable, tight casting of steel in light metals. It is known that for air-cooled engines especially, this method, in steel combustion chambers are poured into the light metal cylinder heads or equipping light metal cylinders with cast iron liners brings considerable thermal advantages and thus an improvement in the specific engine parameters. This process is also suitable for brake drums and other structural parts.
The development of spherical graphite iron for vehicle construction is another task for metal research. The research institute of the CIS has already achieved success in this area and, because of the advantages offered, it is planned to manufacture crankshafts from this material.
The developments in the field of ceramics should also bring advantages for engine construction because porcelain can withstand high temperatures and, under certain conditions, can be used instead of high-temperature alloy steels. Same goes for the further development of plastic building materials for vehicle construction.
For the increased use of moulded parts in the body shop, it is necessary to develop efficient technological processes. This is also the prerequisite that the moulded body can finally be taken into production as the test vehicles have already passed their tests in the toughest conditions for distances of well over 100,000 km. In view of the extremely difficult technology, the intention is to first convert individual, relatively simple body parts to moulded material in a step-by-step procedure. As a result, considerable amounts of deep-drawn steel sheet would be available for other use. The possibilities that the pressed materials also offer, is known, for instance, after bearing bushes made of moulding compound, have proven quite effective, provided they are used correctly.
The rubber industry also has to keep pace with the vehicle program. While sealing profiles are unlikely to cause any difficulties today, extensive development work still needs to be done in the field of rubber-metal connections and sponge rubber parts for body construction.
The varied material issues can of course only be touched upon at this point. These are not the only worries and problems the designer faces. The all-round demands for typification and standardization require an urgent use of standard parts, not only of screws and threads, but must go much deeper. By specifying series of diameters, the large number of rolling bearings, sealing rings and bushings must be reduced. A restriction to the fewest possible fit qualities results, not least, in the advantage of a low level of storage of tools and parts. The standardization program must be carried out in accordance with the structure of our nationally owned economy.
3.1 Accessories
The major tasks facing the automotive industry within the framework of the five-year plan are closely linked to the accessories industry and can only be solved if the required foreign parts are available in sufficient quantities and on time. Unfortunately, it must be noted here that the necessary understanding on the part of the feeder industries and their responsible ministerial offices is not always available. This applies in particular to the electrical accessories. Here for instance, critical parts were not often available at the time in which the vehicle is being developed. For example, the starter motor required for the vehicle was not developed in time, because the IKA was not awarded the necessary development orders, despite development requests submitted in good time. It is worth mentioning that even multiple approaches from the relevant ministries by the IKA and IFA could not change this. Better coordination of development plans must provide the necessary remedy here in the future.

The desires that remain to be filled by the feeder industry are numerous. The creation of a small, reliable car, or providing curved safety glass panes, as well as the delivery of sponge rubber seats or shapely, mutually compatible instruments should no longer pose insurmountable problems as they do today. At the same time, the remaining deficiencies in the bodywork, which make exporting our vehicles extremely difficult, must be eliminated.
The wishes of the fuel and lubricants industry should also only be mentioned briefly in this context. If all existing difficulties are recognized, it must be demanded that an improvement in the existing situation regarding the quality and uniformity of the fuels and lubricants be achieved as soon as possible.
4. Outlook
After the most urgent need for vehicles has been met over the course of the last few years, we are now facing new tasks with the aim of developing our industry in the long term and steadily improving the quality of the products, i.e., to increase efficiency and service life, to reduce the operating costs and to introduce rational production methods.
In engine construction, these aspects focus on the improvement of two-stroke engines, which are lighter and simpler than the four-stroke engines, and on the use of supercharged engines in commercial vehicles. In the case of two-stroke petrol engines, fuel injection will gain in importance and, if the considerable successes that have already been achieved, will perhaps help the two-stroke engine take decisive development step. Also, in the sense of lightweight construction, the step-by-step transition to air-cooling in vehicle diesel engines lies in the fact that the Alfer process already mentioned will be of great importance. For small two-stroke engines, an early solution to the question of chrome-plated light-alloy cylinders is urgently desired.

There are also important tasks ahead in gearbox construction for the near and distant future. In connection with modern machining methods, the findings from the gear theory must be further expanded and applied so that even smaller and more powerful gears are available. Great attention should be paid to the easy shiftability of the gearbox for heavy vehicles, so that the driver is largely relieved of the purely physical work.
On this occasion, the question, which is often directed at vehicle development, should be answered, via the use of self-shifting transmissions, as they are used in the USA. It should be recognized that the development there had gone the wrong way with more and more abandoning complete automation of the switching process. Also, the use of heavily oversized engines was not satisfactory either and the axle and differential designs applied in the US did not bring the expected improvement in acceleration or climbing ability, despite the non-oversized engine. These considerations apply not only to passenger vehicles, but also to an increased extent to trucks and buses. Nonetheless, the aim should not be to forego the development of automatic transmissions that adapt to the variable driving conditions, due to the experiences of the Americans.
The easy maneuverability of heavy vehicles is also of great importance, for which reliable designs are already available abroad. However, it would be exaggerated and even dangerous if the steering forces, which are already low in passenger vehicles, are additionally influenced by a force that cannot be controlled. In the case of a car, it should rather be easy to steer carefully Determination of the steering geometry, reduction of friction losses and keeping the rolling radius small. Mechanical steering aids should be reserved for heavy vehicles
Finally, we would like to point out the ongoing development of vehicle brakes, as well as suspension and damping, which must go hand in hand with improving vehicle tires. It is known what structural difficulties the vehicle suspension causes when the requirement for the same suspension properties is to be met when the vehicle is loaded and unloaded. Air suspension is likely to play a significant role in this, even if it is still in the early stages of development with regard to use in road vehicles. Another possibility is the rubber suspension, which must be further developed so that the elements are permanent in operation. In conclusion, it should be noted that our research institutes, development centers and production facilities are facing new and major tasks in order to provide cheaper motor vehicles with optimum utility value in the future. The presentation of the most important problems in motor vehicle construction on the way to this goal was done in particular to show that intensive cooperation between all those involved is essential.
No comments:
Post a Comment